



Metal Additive Manufacturing: the Evolving Road to Adoption and Standardization
Greater knowledge and acceptance of metal AM valve components—especially with various standardization efforts underway—will spur the technology’s growth.
#materials

Share
Fusing metal powder with lasers or electron beams. Digital methods versus traditional analog machining. Dubbed a critical player in manufacturing’s steady and continued march into the 21st century, additive manufacturing (AM) or 3D printing is a disruptor in the most promising sense of the word. Misconceptions abound regarding exactly what this technology is, but more important, the sheer magnitude of how much 3D printing will impact the future of manufacturing, particularly metal AM. In a report from Technavio, it is predicted that the metal AM material market will almost quadruple by 2025, with an increase of $7.19 billion over the next three years.
In its relatively short history over the past 20 years, metal AM has already proven to be a revolutionary technology in industry. This method of building geometries layer by metal powder layer from a digital model (instead of through subtractive methods such as machining) is driving change in how valves and related components are produced. The world of 3D printing still largely centers around rapid prototyping, but it’s evolving. Metal AM has grown exponentially to become well established as a means of creating tooling for a range of conventional processes. Manufacturers are also increasingly adopting AM for production, even full scale. While metal AM is primarily used in aerospace, energy, defense and medical industries, it’s gaining traction in oil and gas and other process applications where valves are used.
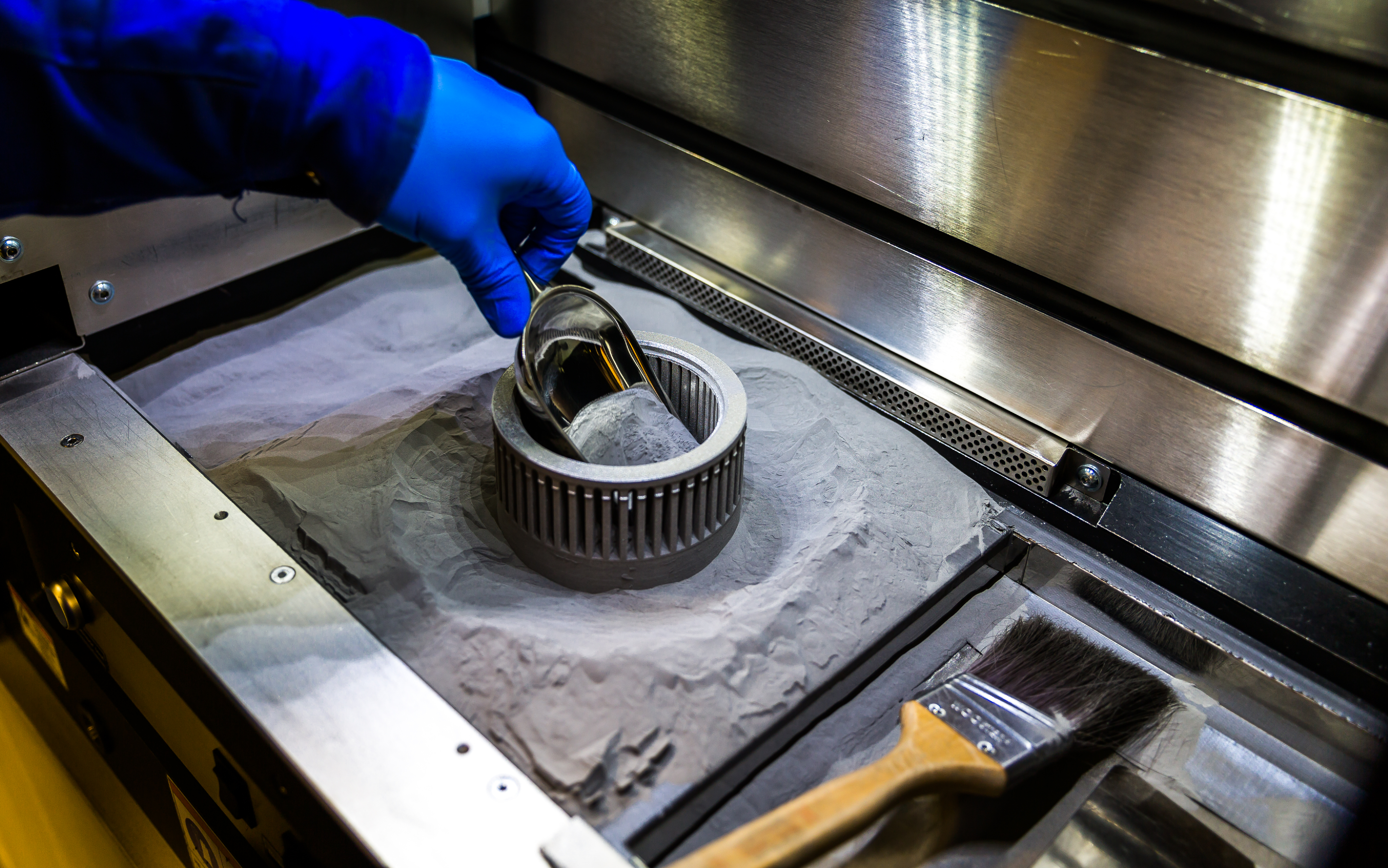
Valve components produced using PBF exhibit material properties the same, if not improved in comparison to cast or wrought materials, even rivaling forgings. Photo credit: Courtesy of Emerson
Compared with traditional production methods, there are numerous advantages of AM, including innovative and custom design, complex geometries, lighter weight, part consolidation, waste reduction, shorter supply chain, inventory control and faster everything: prototyping, setup, design adjustments, production, testing, assembly, turnaround and delivery.
Despite all the enthusiasm for AM, however, some of the disadvantages yet to overcome are corollaries of the benefits: gaps in design knowledge and skills, high production costs (metal powder material, although partially offset by reduced machine time), size limitations, product quality, machine suppliers and a lack of both testing procedures and structural regulations. That said, manufacturers who have committed their expertise and resources to overcoming these challenges show that they’re certainly not insurmountable, as evidenced by getting certified and proven products to customers.
STANDARDS
According to ISO/ASTM standards, there are seven different types of additive technology (see graphic); for the purposes of metallurgy, however, the three most frequently used methods include:
- Powder Bed Fusion (PBF)—Powdered metal is fused together using an energy source, typically a laser or electron beam. It’s one of the oldest processes where material properties are well known and repeatable.
- Binder Jetting (BJT)—A binding agent is deposited onto powdered metal or sand creates the geometry. In the case of metal AM, binding is typically followed by sintering to fuse the powder.
- Directed Energy Deposition (DED)—Metal powder or wire is fed into a meltpool created by a laser or electron beam in a process similar to welding.


Employing these technologies, some valve manufacturers like Emerson and Neles are in various stages of either field testing metal 3D printed valves, as is the case with Neles—or in full-fledged production and distributing self-certified AM assembly components to customers, as Emerson is doing. At this point in the ongoing regulatory process, the framework of standardization is clearly a work in progress.
“There’s quite a bit going on in the standards world. There are different regulatory codes and standards related to pressure-retaining components, which includes valve bodies,” says Claire Belson, manager of Additive Customer Success, Emerson Automation Solutions. She adds, “Our materials engineers have been instrumental in creating and writing the documents that will eventually serve as guidance for standardization. As with anything new, whether it’s additive or not, this kind of change elicits a need for oversight, which is all part of the process.”
One such guidance document, the ASME PTB-13-2021 is a report about the state of the art of metal AM that addresses criteria for pressure-retaining metallic components, in particular. It was issued in May 2021 and is the culmination of four years of work by the ASME Board on Pressure Technology Codes and Standards (BPTCS)/Board on Nuclear Codes and Standards (BNCS) Special Committee on Use of Additive Manufacturing that is co-chaired by a senior project engineer at Emerson. Of the criteria included in the report, only PBF technology is covered.
In the oil and gas industry, the American Petroleum Institute (API) in October 2021 published its new API Standard 20S, Additively Manufactured Metallic Components for Use in the Petroleum and Natural Gas Industries to help drive the adoption of additive manufacturing to optimize natural oil and gas component design. “This new standard expands API’s best-in-class safety and efficiency requirements and supports cutting-edge operations, helping producers to deploy new 3D printing technologies to meet rising global demand for natural gas and oil products,” comments Alexa Burr, API vice president, Segment Standards and Services. Emerson was also active in developing and creating this standard with two engineers who are committee members.
The first edition of the API standard introduces three additive manufacturing specification levels (AMSLs) that define technical, quality and qualification requirements to help ensure that metallic components are fit for purpose. For this standard, of the previously mentioned technologies of metal AM, it applies to all three: PBF, BJT and DED. The API noted that the standard is the first of its kind but only the beginning of work that will be done in the AM space.
With an undetermined standardization timeline that involves not only ASME and API but organizations like ASTM, ISO, MSS and others, valve manufacturers will push on, spurred by AM’s inherent creativity that’s never been possible through traditional manufacturing methods. “The ability to rapidly produce prototypes has allowed us to expand our horizons in terms of being innovative. The status quo used to be that it took a long time to prototype parts, then send them to a special machine shop, have them created and get them back for testing. But now we have the ability to do multiple iterations of similar things, test them simultaneously in our state-of-the-art Flow Lab and get better results for whatever problem we’re trying to solve: mitigating noise, reducing cavitation or finding a better material,” Belson says.
For anyone new to AM overall, an important foundational standard is ISO/ASTM 52900: Additive Manufacturing General Principles Terminology that clarifies uniform terminology and details the many variants of the process. With such widespread interest in AM, and given the rapidly changing landscape, ASTM also created the AM Center of Excellence (CoE) in 2018. While not specific to the valve industry or oil and gas, the AM CoE brings together industry, government and academia to optimize the AM R&D and standards-development processes. Similar to API’s goals, ASTM hopes to reduce AM time to market and increase greater adoption of the technology. And within all these standards-writing organizations, there is considerable overlap—ASME, for example, relies on material-related information from ASTM in its processes for many regulatory needs in this sphere.
Roadblocks to standardization that ASTM, in conjunction with ANSI, outline include a lack of historical data, consensus-based standard development that extends timeline, multiple organizations working on standards, potential for duplication, potential for conflicts hampering adoption, need for research and development and resources needed for validation experiments.
REAL-WORLD IMPLEMENTATION
When looking at industries that have embraced AM early on, like aviation, for example, Jacob Nuechterlein, president of Elementum 3D, said progress is slower-going in oil and gas for a few reasons. “There’s a huge barrier to entry for (valve) manufacturers, but as the capabilities improve to where printing is faster and parts can be larger, the business case can be made for greater adoption, and eventually associated costs will come down as they’re amortized,” he states. In describing the business case measures, he described familiar themes of creating novel and complex products that are otherwise impossible and perennial logistical benefits like reducing the need for spare parts and warehousing them. When one-off replacement parts or components can be produced in as little as several days, there’s a huge upside for manufacturers and their customers.
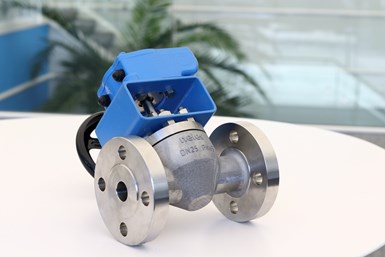
Neles T5 series ball valve with 3D-printed valve body. Photo credit: Courtesy of Neles
Jukka Borgman, director of Technology Development at Neles, who is leading field testing of the company’s first 3D-printed pressure-retaining valve body, explained, “The valve body is a pressure-retaining component and thus its material properties need to be well known. However, industry standards for 3D printed materials are under development. It has been necessary to test the valve body material extensively…for example, the tensile strength and impact resistance to make sure it is safe and reliable in the process.” In Neles’s feasibility study, Borgman’s team also optimized flow paths in noise attenuation trims and delivering improved performance compared to conventionally produced trims.
“3D printing can help us to optimize valves for customer-specific needs in various applications and with all valve types,” he said. In looking ahead at the next several years, Borgman added, “We are living in exciting times regarding 3D printing and valves…if someday in the future ASME releases 3D printing standards for pressure-retaining components, this would qualify metal AM as a standard manufacturing method among casting or forging for any valve component.”
For Emerson’s part, the company is producing titanium valve bodies via PBF technology with many currently in service across the globe. They recently received Canadian Registration Number (CRN) for approval and sale in Canada, meaning the valve bodies are authorized according to province or territory in Canada. The CRN applies specifically to boilers, pressure vessels or fittings that operate at a pressure greater than 15 psig.
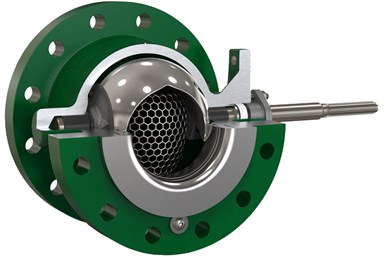
Fisher Cavitrol Hex trim, shown here installed in a Fisher Vee-Ball valve, helps reduce the damaging effects of cavitation and is produced using PBF. Photo credit: Courtesy of Emerson
With a 3D-printed anti-cavitation trim available to customers in severe service applications, Emerson has also designed and produced a custom component only possible via additive’s PBF technology. The part has hexagonal chambers resembling a honeycomb that effectively break up heavy flow, thereby reducing or eliminating vibration caused by cavitation.
Belson summarized, “The old-school way would be to produce the tubes and braze them all together. But as you can imagine, the lack of manufacturing repeatability hindered long-term reliability of the product. So we were able to make the new part using additive technology. It’s printed as one component and the reliability went up exponentially. We’re also able to produce it in a couple different materials, which we wouldn’t have done before, and it adds viability to different erosive or corrosive processes. Now it’s a full-fledged tool in our toolbox to help our customers.”
When asked about how Emerson is approaching the future of metal AM, Belson said that they are fully invested in the technology and have spent thousands of hours proving that the material is high quality, even rivaling forgings. To date, Emerson’s AM facility in Singapore has produced more than 12,500 production parts and she looks forward to Emerson’s production printing capabilities pushing further acceptance of AM in the industry.
And broadly for all manufacturers that are in varying stages of AM adoption, this is the hope and goal for what’s to come—greater knowledge and acceptance—especially with standardization backing both the processes and results. As the technology gains more exposure and becomes integrated as a complement to traditional methods, expect to see continued and rapid progress in the burgeoning world of metal additive manufacturing.
RELATED CONTENT
-
PFAS Chemicals and PTFE: Should the Valve Industry Be Concerned?
Legislation moving through Congress could affect the future use of thousands of PFAS chemicals (per- and polyfluoroalkyl). The house passed H.R. 2467 in July of 2021 and, though the bill is general in nature, it assigns the responsibility to the Environmental Protection Agency (EPA) for determining which PFAS chemicals will be controlled or banned altogether.
-
New Requirements for Actuator Sizing
After decades of confusion, the American Water Works Association has created new standards for actuator sizing that clear up some of the confusion and also provide guidance on where safety factors need to be applied.
-
General Considerations for Control and Choke Valves Used in Offshore Oil and Gas Production
The application of control and choke valves used in offshore oil and gas production is a very broad field and in this article, some of the main considerations for valve selection will be addressed.


 Unloading large gate valve.jpg;maxWidth=214)

